【产品名称】:金霸王Lava全瓷冠/桥预备车针套装
【规格型号】:9支/盒
【包装】:
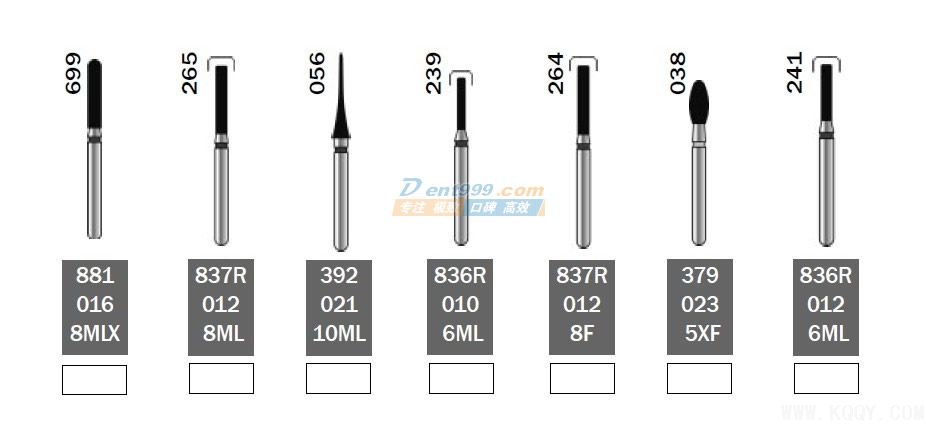
包含8支金刚砂车针和1支钨钢车针:837R-012-8ML、881-016-8MLX、392-021-10ML、836R-010-6ML、379-023-5ML、837R-012-8F、379-023-5XF、836R-012-6ML
【产地】:瑞士康特
【产品描述】:
◆DIATECH Multilayer Diamonds“金霸王”金刚砂车针是选用天然南非金刚砂、采用先进制作技术和独特生产工艺制成的多覆层金刚砂车针。由于每支车针含有更多层次的金刚砂颗粒,使用过程中即使砂粒折断或脱落,仍有锐利的新金刚砂颗粒替代并继续发挥作用。磨削效率更高,使用寿命更长。其外附纯金镀层,增加了车针的抗腐蚀性及美观性。生产工艺精密、同心性极佳,不损伤手机。
|
◆如何找到适宜的“金霸王”金刚砂车针?
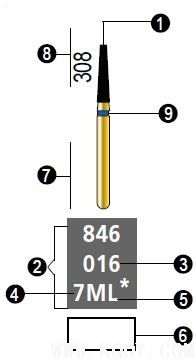 |
1、实际尺寸的金刚砂车针示意图
2、参考货号(856-018-9ML)
3、钻针头部直径(1/10mm)
4、钻针头部长度(mm)
5、ML代表金刚砂粒度
*表示还可提供短柄金刚砂钻针
6、订货数量
7、ISO编号
8、订货号
9、颜色也可以表示不同的金刚砂粒度
粗 粒 度= 150um ( MLX )
标准粒度= 105-125um ( ML)
细 粒 度= 45um ( F )
特细粒度= 25um ( XF )
超细粒度= 15um ( UF )
|

 |
第一步:切端和唇面定深
定深的意义在于尽可能的保存牙体同时满足修复所需的最小空间。定深应在最终修复体的牙体外形下进行。此时蜡型设计和硅橡胶导板必不可少。首先,用临时材料恢复最终修复体的外形,再以此为依据进行牙体预备。
前牙全瓷冠切端磨除量为1.5mm-2.0mm。唇面磨除量一般在1.2mm-1.5mm。用 837R-012-8ML(直径1.2mm)钻和881-016-8MLX车针(直径1.6mm)的车针分别在唇面和切端按照设计的磨除量定深,定深接近或达到预备量的深度,唇面分为切1/2和颈1/2两个制备面,医生可以从9点钟位由近远中方向观察车针切入牙体的深度。
|
 |
第二步:切端与唇面的制备
用837R-012-8ML车针按定深沟制备切端和唇面,注意切端应形成由唇侧向舌侧倾斜的切端平面;唇侧的制备应按定深沟制备出切1/2和颈1/2平面,颈1/2的制备应高度重视车针的轴向(车针长轴方向),向就位道方向内聚3-6度,这是固位的重要保证!注意:此时颈部肩台齐龈即可,用车针末端直径的2/3制备0.8mm宽肩台,严格控制车针末端与肩台的例关系。切1/2的制备应形成向舌侧内收的曲面,提供足够的饰瓷空间。制备过程中和结束后应用硅橡胶导板准确检查唇侧和切端的预备量是否恰当。医生在9点位可以很好的观察到车针轴向以及车针末端与肩台的关系,同时适当调整患者头的方向,从垂直的角度观察,会更精确。
|
 |
第三步:邻面制备
用392-021-10ML车针片切邻面,去除邻面倒凹,勿伤及邻牙,切勿超出肩台深度,应保留至少0.5毫米距离,同时尽量保持邻面平行。可用836R-010-6ML车针进一步打开邻面, 最后用837R-012-8ML车针制备邻面。注意:控制车针轴向的3-6度内聚,车针末端的2/3形成肩台,此时的颈部边缘应按釉牙骨质界曲线形成齐龈或龈上边缘,并和唇面肩台连续。该步骤医生应在12点钟位进行。
|
 |
第四步:舌侧制备
舌侧包括舌侧窝和舌颈1/3的制备;用379-023-5ML车针在舌侧窝范围内按不同设计和材料磨除0.5mm-1.0mm的牙体组织,注意:不可过多磨除舌侧窝的切端,以免造成切端过薄;舌隆凸亦不可磨除过多,避免舌颈1/3过短。舌侧窝的形态关系到发音和舒适度,应高度重视!用837R-012-8ML车针制备舌颈1/3,注意该轴面应尽量和唇面颈1/2平行,形成颈环固位,此处边缘通常设计在龈上,肩台的制备同唇侧。舌侧预备时医生和患者体位很关键,让患者平躺,头后仰,并转动患者头部,医生可以容易地在直视下进行操作;建议在12点钟位利用口镜反射进行制备。
|
 |
第五步:修整轴面及肩台
在需要制备齐龈或龈下边缘处排龈,排龈须获得肩台边缘与牙龈的间隙,包括水平向间隙和垂直向间隙,保证制备肩台时能准确观察肩台宽度和边缘位置,并保护牙龈;用837R-012-8ML车针进行轴面修整, 并用837R-012-8F进行肩台的二次制备(此时尤其精确控制车针的切割,所以选用该红标车针,防止过多磨除牙体),最终确定预备体外形和边缘的位置。注意修整时各个轴面的聚合角度,控制车针的长轴方向,避免形成倒凹或聚合角过大;以及车针末端与肩台比例关系,避免形成菲边和肩台的不光滑连续。医生同样要注意调整自己的体位和患者头的方向,使自己可以直视或用口镜看到车针操作的部位,这样就可以轻松形成光滑连续的360度肩台。
|
 |
第六步:抛光轴面及肩台
对于全冠来说,轴面和肩台的光滑连续至关重要,影响修复体的密合程度。抛光前应检查牙体制备的形态,轴面聚合角,肩台的平整,确定无需修改后,再进行抛光。先用837R-012-8F车针初步抛光,再用同型号的钨钢车针进行最后的抛光,舌侧窝可用379-023-5XF车针抛光,圆钝点线角;注意该步骤只是表面抛光,不应在此步骤进行牙体形态的制备。
|
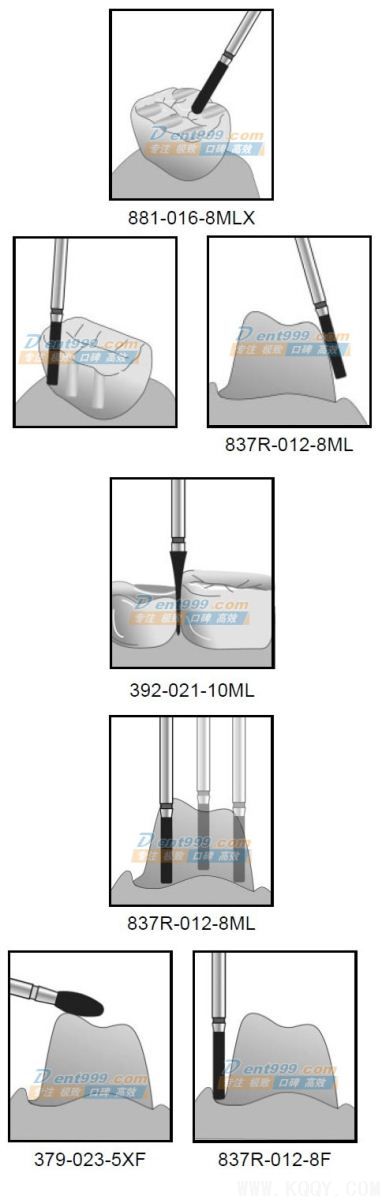 |
第一步:牙合 面制备 牙合面制备面制备应先观察对合牙合面形态,制备出与对颌面对应的1.5mm-2.0mm的修复空间,用881-016-8MLX 车针在合面各牙尖斜面磨出数条定深沟,并用该车针磨除定深沟间的牙体组织,牙尖斜面斜度应与对牙尖斜面一致,以保证均匀的全瓷冠面修复空间。 第二步:颊舌面制备 先用837R-012-8ML车针做出定深沟,然后磨除颊舌面约1.2mm-1.5mm牙体,边缘及肩台也初步形成,同时应注意的是车针轴向,形成稍内聚的角度,用车针末端2/3制备出肩台。下后牙舌侧倒凹大者,肩台可稍窄,并在龈上完成。注意功能尖斜面的制备,保证全瓷冠功能尖瓷层足够厚度。 第三步:邻面制备 用392-021-10ML车针片切邻面,去除倒凹,勿伤及邻面,必要时可用成型片隔离邻牙,并可用836R-010-6ML车针进一步打开邻面,再用837R-012-8ML车针制备邻面,应调整患者头位尽量直视预备牙唇面,可以观察到近远中邻面的平行性,用车针末端的2/3制备出肩台,邻面磨除量一般在1.2mm-1.5mm左右。 第四步:修整轴面及肩台 用837R-012-8ML车针(开口度受限可用836R-012-6ML车针)进行轴面的修整,将各轴面连续起来,注意车针轴向,颊舌向的聚合角可直视,近远中向角度可用口镜反射观察;车针末端的2/3最终修整肩台,在不影响美观和固位的前提下,首选龈上边缘。若需齐龈或龈下边缘,应在排龈后预备。修整后获得连续平整的轴面和肩台。 第五步:预备面和肩台的抛光 牙合面的抛光可用379-023-5XF车针,轴面及肩台用837R-012-8F车针进行抛光,最后用同型号的钨钢车针抛光并圆钝点线角,获得连续、均匀、光滑的预备体,完成整个预备。 后牙全瓷冠/桥牙体制备即告完成。 ◆注意:
|
相关阅读:
 发表评论用户评论
发表评论用户评论